不论是Airmould内部压力气体辅助注塑工艺,还是Airmould Contour表面压力气体辅助注塑工艺,其目的都是为了提高成型部件的质量。一般,采用这两种工艺可以达到以下效果:
● 更好的表面质量――熔体收缩的影响(凹痕)得到了消除;
● 更好的尺寸稳定性――大大降低了成型部件的内应力,从而使部件不会发生变形。
● 根据产品的几何形状以及所选择的气体注塑工艺,使得缩短成型周期、降低合模力、减少注射量以及成型工艺步骤等成为可能。
此外,Airmould内部压力气体辅助注塑工艺还可减轻部件的重量,从而减少对原料的消耗。
Airmould内部压力气体辅助注塑
Airmould内部压力气体辅助注塑是将气体注射入熔体中。其工艺过程大体是:首先,一种特定量的熔体被注入型腔,然后,在熔体中注入氮气。通过注射入气体,使型腔完全充满。利用气体保压的功能,借助于气体压力来消除塑料材料的收缩。
气体是通过机器的喷嘴或者通过设置在流道或模具内的Airmould的吹针被注入产品中的。随着型腔的完全填充,气体保压一直维持到模具完全冷却并达到空间稳定。整个气道中均匀的气体压力抵消了体积的收缩。在模具开模前,气体压力被降低,氮气被释放到空气中。
通常,该工艺生产的成型产品没有收缩痕,并且产品的内应力也得到了降低。因此,该工艺适用于大多数的应用领域。
除了上述描述的工艺过程以外,在注射入气体使型腔完全填充的工艺过程中,有几种工艺方法可供选择,这其中包括了特殊的模具技术以及特殊的设备和控制系统。这几种工艺方法主要包括:
● 不完全填充工艺。该工艺被认为是标准的内部压力辅助注塑工艺。如图1所示,型腔首先被一定量的熔体填充(1),接着气体注入(2),气体转移熔体,从而完成型腔的完全填充。保持气体压力,使保压贯穿整个冷却过程(3)。然后,在开模以前气体释放(4)。如果气体注射是通过Airmould设备的喷嘴,气体的回流道就会被密封。
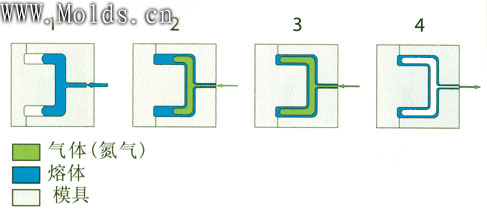
图1
图2
图3
图4
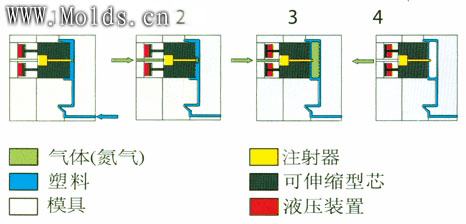
图5

图6
Airmould Contour表面压力气体辅助注塑
Airmould Contour表面压力气体辅助注塑是Airmould内部压力气体辅助注塑的派生工艺,它开创了气体辅助注射的新的应用领域。在传统的注射成型工艺中,如果保压力不够,极容易在成型部件加强筋的背面产生缩痕。同Airmould相比,Airmould Contour工艺中,氮气不是被注入熔体内部,而是被注入在熔体和型腔之间。
如图7所示,其单独的工艺步骤为:首先,型腔被熔体完全填充(1)。接着,通过为Airmould Contour工艺而特别设计的注射模块将氮气注射到熔体和型腔壁之间(2)。此时,气体压力的作用就像是一个保压垫,背靠型腔壁从而在相反的方向包围着正在冷却的塑料原料。在整个冷却步骤中(3),氮气将保压压力应用于一个选定的区域,从而避免了在成型部件的加强筋表面产生缩痕。在开模前气体压力得到释放。
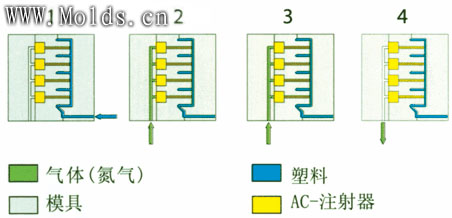
图7
作为一家拥有60多年的注射成型技术经验的公司,Battenfeld在气体辅助注塑技术方面具有20多年的经验积累,并能够将Airmould技术与其他特殊工艺技术进行有效结合,例如与模内装饰工艺、多组分技术、再注塑技术等的结合,从而赋予成型部件良好的外表质量。
Airmould模块系统
Airmould模块系统适用于Battenfeld的Airmould内部压力气体辅助注塑工艺以及Airmould Contour表面压力气体辅助注塑工艺。该系统包括4个基本组成部分,即氮气发生器、氮气压缩器、气体压力控制、气体注射吹针。
1、SE系列氮气发生器
SE系列氮气发生器(如图8所示)通过一种多膜系统从周围空气中过滤出氮气。该氮气发生器是可移动的,因此可以被放置在注塑机和氮气压缩器的旁边,也可离开它们一段距离。其标准性能范围从130 L/min到500 L/min,可按客户要求定做。其优点是:高性能、高稳定性;配置有冷却干燥设备,从而可减少剩余的潮气;可从周围空气中产生氮气;费用低,占地面积小,易于维护保养。

DE系列氮气压缩器(如图9所示)也是可移动的系统,既可放置在注塑机旁也可远离注塑机。它通过带螺纹接口的高压软管或钢管与注塑机联接。氮气经氮气压缩器压缩后其工作压力一般为300bar。Battenfeld提供多种不同规格的DE氮气压缩器,其标准性能范围从130L/min到500L/min,其他的规格可以按要求定做。该氮气压缩器的优点是:高性能、低成本;占地面积小;一台氮气压缩器能够同时向多台注塑机提供气体;大容量储气瓶。

气体压力控制由一个电子控制系统组成,这个电子控制系统由一个或多个压力控制模块或单点压力控制模块组合而成,它可以是固定的也可以是移动的。其中,固定式控制系统最多可以控制4套压力控制模块和1套可实现抽芯动作的吹针控制模块。压力控制模块由一个简单的连接接口与注塑机联接。可移动控制系统通过标准的Battenfeld Airmould接口与注塑机的控制系统连接,它也与其他品牌的注塑机相匹配。
如果气体只是通过一个Airmould设备喷嘴或一个注射吹针注入到一点,则可以采用一个单独的带有手动控制系统的单点压力控制器,并通过Airmould接口直接与注塑机联接。如果模具需要两根吹针,则可以采用两个具有手动控制系统的单点压力控制器并通过一个双电缆及Airmould接口直接与注塑机联接。
如果模具需要多于2根的吹针,或者需要抽芯功能,则必须使用可动注射吹针,此时可以采用移动式的UNIL-OG B4 AC型控制系统。带触摸屏的可移动式控制系统UNIL-OG B4 AC(如图10所示)的主要特点是:操作简单;实时曲线显示,最多可显示4套压力控制模块的4套实际压力曲线值;连接便利,最多可以连接4套压力控制模块或4套单点压力控制模块;可与所有的Airmould组分兼容,如压力控制模块、单点压力控制模块、可伸缩控制模块等;与Battenfeld设备的UNILOG B4控制系统一起,可进行控制系统安全确认;超过100组的数据设定储存;可在软盘上进行外部数据储存。

由于在很多应用中,气体注射只是单点的,因此Battenfeld专门开发了单点压力控制器(如图11所示),它可提供两种操作模式,包括:压力控制模块功能和独立的单点压力控制功能。在“独立的单点压力控制功能”模式下,既不需要固定式的控制系统,也不需要移动式的控制系统。单点压力控制器的编程是通过一个手持式程序器实现的。一般,每台注塑机通过气辅接口最多可连接2台单点压力控制器。该单点压力控制器除了与Battenfeld的注塑机兼容外,也与其他品牌的注塑机兼容。

总之,Airmould压力控制系统具有以下优点:
● 所有的Airmould组成都很紧凑而且已经模块化;
● 系统可以升级;
● 可与其他品牌的设备兼容,因此比较灵活;
● 由高精度阀控制的压力调节保证了利用Airmould工艺的稳定性;
● Airmould压力调节模块和单点压力控制模块的外形尺寸小,结构紧凑,可安装在离气体注射很近的位置,从而可最大程度地减小气体的消耗量,并保证最快的响应时间;
● 需要电力及氮气支持,无需压缩空气或液压系统;
● 简单、方便的参数设定以及工艺过程检测;
● 采用高速排气阀,减少了凝结物的堆积。
4、气体注射
气体注射可采取两种方式:
● 通过Airmould喷嘴,与熔体一道在喷嘴处注入;
● 通过Airmould注射吹针,与塑料注射分开,单独注射。
Airmould喷嘴的设计适用于通过设备喷嘴注入氮气,从而使氮气被注入到塑料原料的内部,同时还可阻止氮气在注入过程中进入料筒。目前有两种型号的Airmould喷嘴――开放式和锁闭式。开放式Airmould喷嘴(如图12所示)适用于对现有注塑机的简单改装,其主要优点是尺寸紧凑。如果工艺中要求使用锁闭式喷嘴,可在开放式喷嘴的头部安装一个锁闭针或十字螺栓锁闭喷嘴。

图12
